
 扫一扫
扫一扫

是时候升级你的浏览器了
您当前的浏览器版本过低,可能会出现页面混乱或数据加载异常等问题,存在安全风险,建议升级安装以下浏览器。

我们相识
钢源保已陪伴您个月时间了
这一年,您共登录钢源保超过天
发布了条资讯
结识了位合作伙伴
更多...

超高功率石墨电极因具有电阻率低、抗氧化性能好、热膨胀系数小等优点被广泛应用在电流密度高、工作条件苛刻的电弧炼钢炉上,而且其体积密度及抗折强度也需要达到较高的水平,同时,其弹性模量要适当,需要与配套的电极接头性能匹配才能在电炉炼钢过程中体现出很好的抗热震性能,且不易折断。因此,必须严格控制好超高功率石墨电极生产各道工序的工艺参数,确保各工序的产品质 量合格和产品内在结构的均匀稳定。所以,不断地对工艺控制的各个环节进行优化是获取更优质产品的有效手段。本文着重论述和分析焙烧工序影响 产品质量的主要因素。
1 焙烧的概念及工艺内容 1.1 焙烧的概念
焙烧是指压型生制品(生坯)在隔绝空气的填充料包围中,通过不断地接受外部的热量,使制品中的黏结剂沥青变成沥青焦,并同时与炭素骨料颗 粒结合成为牢固的一体的热处理过程。
1.2 焙烧过程的几个重要步骤
1)装炉前准备:检查炉子状况,在规定的时间周期内,要对其进行预防性的维护,满足装炉要求。 2)填充料准备:加工合格的填充料,通过机械将其填满生制品周围的空隙,避免在加热循环过程中,当生制品内的沥青变成液体时,制品发生变形。 3)装炉:通过机械将生制品装入焙烧炉炉箱内的指定位置。4)加热:通过燃料的燃烧将其产生的热量间接传递给制品本身,使其连续不断地受热。 5)冷却:按要求逐步减小燃料的供给,以减少对炉内热量的供应;当焙烧过程结束后,通过强制风冷逐渐将炉内的温度降到 400 ℃,然后再自然冷却*环境温度。 6)出炉:采用机械将炉箱内产品周围的填充料清除和移走, 然后将产品从炉箱内移出*清理场地,进行产品表面粘附填充料的清理。 7)检查:用肉眼检查产品表面,并通过锤击回 声法判断内部结构缺陷。
2 焙烧炉炉型的比较
为适应对不同尺寸及品种的产品进行焙烧,设计了不同类型的炉子及控制系统, 在提高生产率、降低燃料消耗、控制排放物及提高质量的基础上,开发出了各种各样的焙烧炉。发展到目前,焙烧炉的主要炉体型式有:带盖式环式焙烧炉、敞开式环式焙烧炉、车底式焙烧炉、隧道窑等。 当前,在传统炉型的基础上,敞开式环式焙烧炉又得到了新的改进, 即在每个炉箱上增加了一个轻质的保温盖,并对燃烧喷嘴结构进行了改进,这不仅有效解决了废气的无组织排放问题,还实现了燃烧系统的低氮燃烧效果。 以上4种类型是现在主流的焙烧炉炉型,它们的优缺点如表1所示。
3 焙烧升温全过程的机理分析
对一次焙烧而言,不论外燃式环式焙烧炉(敞开式环式焙烧炉),还是内燃式环式焙烧炉(带盖式环式焙烧炉)以及车底式焙烧炉,都是将燃料燃烧 后产生的热量传导给耐火砖或容器焙烧的钢桶,然后再由耐火砖或钢桶传递给填充料,*后由填充料将热量传递给生制品,当生制品自身感受的温度超过黏结剂沥青的软化点时,生坯由玻璃态先软化而 后变成熔融状态,恰好在周围填充料的挤压下,使其保持原有的几何形状。
一方面,随着温度的逐步升高,黏结剂沥青首 先发生物理性的横向浸润和纵向重力迁移,如果选用的黏结剂为中温沥青,其发生的物理性迁移较选用高软化点的改质沥青黏结剂要更大一些。 因此,选用高温改质沥青代替中温沥青做黏结剂,是提高产品质量的有效措施。 温度的继续升高,黏结剂沥青开始发生分解和聚合反应,轻质挥发物的排出量逐渐增加,重质残留物同时也在不断地发生聚合反应,生制品的总体积在径向和纵向上发生膨胀,同 时也发生收缩。 实践证明,生制品纵向膨胀量略大 于径向膨胀量,所以焙烧品上端的机械强度要低于 下端的机械强度,这与沥青迁移有着直接关系,而选择高温改质沥青黏结剂可以改善这种状况。
另一 方面,填充料的弹性、透气性、吸附性在焙烧过程中也起着非常重要的作用。 适当地降低填充料的吸附性和透气性,或者在保温料上方加耐火砖,有利于提高黏结剂沥青的结焦值。如果填充料的种类确定,则取决于填充料的粒度组成。如果填充料过细,大规格生制品挥发物排出受阻太大,将会导致制品产生裂纹。 因此,填充料的吸附性和透气性要控制 在一个适宜的范围之内,在制品的径向膨胀力与生制品表面的机械强度达到动平衡状态下,实现*大程度地提高结焦值。 当然,这种动态平衡与升温速率密切相关,为了有效地提高焙烧产品的机械强度 和密度, 必须确保填充料的粒度组成与制品规格、 升温速率实现合理的匹配。
焙烧工艺的选择和控制非常重要,因为它直接决定着*终产品的结构、性能以及产品生产周期的 长短。 在焙烧过程中,伴随着化学反应与质量、热量 和动量的转移,三相系统经历了一系列连续的不等温相变,使得系统的研究变得非常复杂。 为了进一步厘清焙烧的机理, 现将焙烧分成以下几个阶段,各阶段有明显不同的现象发生。
1)预热阶段:自环境温度(25 ℃)升温到 350℃。 黏结剂自身发生物理性的变化,即:融化、迁移、 浸润、沥青轻组分的蒸发,其外在表现为玻璃态变成了液态,使生坯发生膨胀。 当温度升到 200 ℃以 上时,黏结剂沥青的黏度将降*某一*低点,此时 黏度作用下所构筑结合力无法支撑住黏结剂的内部压强,造成少量轻组分的外逸,形成网络状开孔。
2)挥发分大量排出阶段:350~450 ℃。 黏结剂自 身发生化学变化,发生分解和聚合反应,沥青中的轻组分慢慢逸出,并形成气泡,之后产生的大量挥发气体都是聚集在之前形成的气泡核周围,并围绕着它形成微泡群。 如果升温速度过快,形成的微泡 群在气泡内外压力和表面张力的共同作用下逐渐长大,而成为大气泡。 若形成气泡核的温度较高,此 时气体在沥青熔体中的溶解度下降,到达溶解饱和的时间将缩短,沥青裂解加速,产生的气体量增加。但是,温度继续升高,将导致沥青熔体黏度减小,气 泡核长大阻力将减小。 这个阶段制品总的外在变化表现为外表面有大量的气泡逸出。
所以,该阶段升温速率的控制非常关键,升温速率的选择要避免沥青轻组分的过分挥发。 合理控制转化过程的温度、升温速率,减缓反应速率,使聚合脱氢减缓,实现制品的缓慢固化,有利于得到结 构均匀的焦炭(架桥焦)。
3)黏结剂形成半焦阶段:450~550 ℃。 制品中的黏结剂自身发生分解和聚合反应。 该阶段在分解反应的同时,不断发生缩聚反应,随着反应的加剧,熔体的黏度逐渐上升, 轻质挥发物上升阻力加大,使挥发量逐渐减小,同时重质缩合物不断增加。 此外, 随着缩聚反应的不断加剧,黏结剂中的重质成分不断聚合成沥青焦, 并与制品中的骨料结合成为一体,形成初步半焦,称之为“架桥焦”,因为它的形成把炭素骨料结合成牢固的一体。 在这个阶段,如果升温速率过快,将使缩聚反应过于剧烈,造成产品内部结构出现空隙缺陷,难以得到结构均匀的焦炭 (架桥焦)。
4)高温烧结阶段(半焦成为全焦阶段):550~850℃。 随着温度的进一步升高,半焦继续焦化,随之结构进一步发生变化,内部发生脱氢反应,产生氢气和甲烷,形成更大分子量的网格炭结构。 该结构的形成使焦炭更加牢固稳定,形成与骨架颗粒同质的焦炭。
5)冷却阶段:850 ℃*环境温度(25 ℃)。 结束焙烧升温,并恒温一定时间后,按照规定的降温速率,使制品逐渐冷却*400 ℃,然后再由400 ℃自然 冷却*环境温度(25 ℃)。
由于温度的降低,制品内将发生收缩,为此,必须控制好冷却速率,以避免裂纹的产生。 裂纹产生的原因,主要是由于制品外壳收缩速率大于其中心收缩速率,导致制品产生的合外应力向外并超出了制品外壳的机械强度而造成的。
4 焙烧品质量特征参数与温度之间的关系
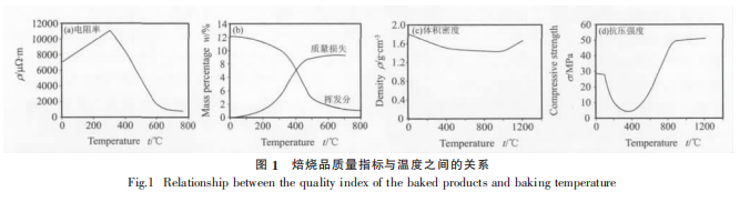
焙烧*核心的目标是将黏结剂*大程度转变成沥青焦,并使其与骨料牢固结合成为一体。焙烧品的内在质量,主要通过以下几个指标来表征,即焙烧品的电阻率、体积密度、抗压强度、挥发分含量及质量损失,其与温度之间的关系见图1。 从图1中可以看出焙烧品的各理化指标随着焙烧温度的变化而变化的趋势。
4.1 影响焙烧品质量指标的因素分析
焙烧品的理化指标能间接反映其产品的内在质量,结合前述的趋势图和具体理化指标,对焙烧产品质量的影响因素作以下分析:
1)电阻率:它的高低直接反映焙烧的*高温度。 若焙烧温度低,产品的电阻率大,焙烧品的颜色发黑暗色,锤击回声发闷声。 电阻率高意味着制品中的黏结剂烧结成的焦多为半焦,而没有完全转化为焦炭。 这种情况,可能会导致制品在石墨化过程中出现裂纹废品。
2)挥发分含量:它的高低也直接反映焙烧的* 高温度,与电阻率是伴生的关系。 挥发分高说明黏结剂转变为焦炭不完全,大部分只形成了半焦,很多 残余重质成分未转化为半焦,更谈不上焦炭,这也就意味着焙烧温度偏低,造成了后续工序生产中如浸渍后二次焙烧产生裂纹废品。因为在二次焙烧缩合反应过程中制品的内外收缩量不一致,造成制品内部的合外应力大于外壳的机械强度而产生裂纹。
3)体积密度:它的高低不仅反映了焙烧的*高温度, 而且还与焙烧升温全过程的各阶段升温速率, 以及所选用黏结剂沥青的种类及其指标有关。 要控制好升温速率,降低沥青的裂解速度,减少轻组分物质分解速度和逸出速度, *大限度地使黏结剂变成沥青焦, 尽量控制重质组分因产生气泡而形成开气孔和闭气孔的结构, 使*终形成的焦炭气孔 率高而影响体积密度。 若出现体积密度低的废品,会被迫重新增加浸渍次数。 如果直接进入下道工序,*终这样的产品在电炉炼钢时,可能造成消耗过快或开裂和掉渣。
4)抗压强度:它的高低直接与焙烧温度和升温 速率的控制有关, 同时还与使用的黏结剂有关,特别是与黏结剂组分中的 β 树脂含量有关。 焙烧要使黏结剂变成焦炭,必须控制好升温速率,减少轻组分的过分产生并控制它的逸出,使重质组分尽可能结焦成焦炭。 实践证明,使用不同黏结剂,其焙烧后的结焦值是不同的,中温沥青焙烧后的结焦值一般 在 50%左右,体积密度在 1.57 g/cm3 左右,而改质沥青焙烧后的结焦值一般在 55%~57%, 体积密度会更高一些。
如果抗压强度低, 可能造成*终成品电极在电炉炼钢过程中开裂掉块,所以必须重视这一指标。 如果使用改质沥青, 并且在压型工序的配料、 混捏环节,采取相应的措施后,焙烧后的体积密度可以达到1.65 g/cm3。 改质沥青的优点不仅是结焦值高,而且富含 β 树脂,对炭素骨料的结合力强,有利于提高机械强度,无论是在抗压或抗折方面都是有利的。
4.2 焙烧炉温度场的优化依据
焙烧的核心是黏结剂转变成沥青焦,实现黏结 剂的高结焦值,并且要得到结构均匀且牢固的沥青焦(架桥焦),其开气孔和闭气孔产生率要低,成焦的焦轴微观形态长宽比要大,易于石墨化。 要达到这些效果,就需要建立一个合适的焙烧温度场,即向着等温蓄热式温度场方向优化。
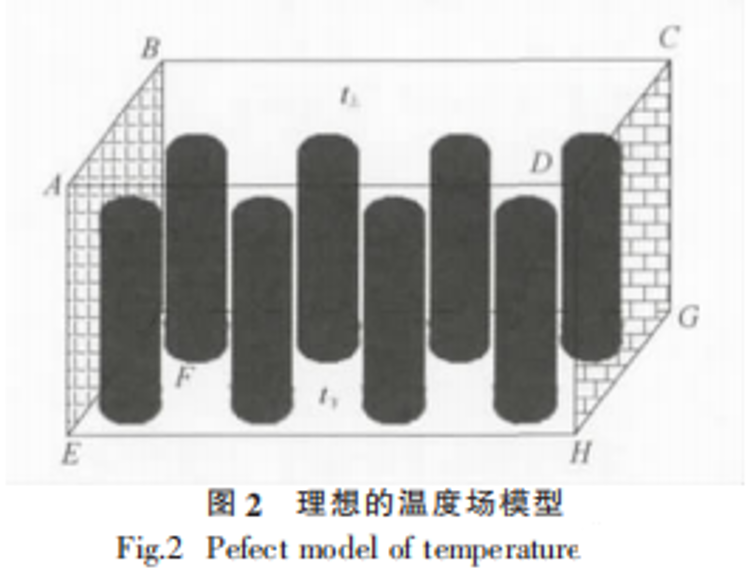
图 2 中各点位置的温度存在如下关系:A、B、 C、D、E、F、G、H、t 上、t 下等 10 点位置的温度, 无论水 平方向还是垂直方向,其温差基本一致。 生制品被填充料包围, 并一同置于炉箱内,在理想状态下,生制品、填充料、炉箱三者形成等温蓄 热体,随着外部热量传导进入,三者按等速率升温。 但现实中,恒温场是不存在的,随着炉型大小、炉箱深度和炉体结构的不同,以及升温曲线、系统负压、 燃料种类、喷嘴型式、控制系统的不同,形成不同的温度场,目标是追求合理适宜的温度场。
焙烧炉温度场的实物载体是由炉箱、箱内制品和填充料组成,这三者通过热传导的方式把热量蓄集起来,形成了一个蓄热整体,要使这个蓄热整体在时间梯度上,三维空间温差尽可能小,因此,制订焙烧曲线需要从以下方面进行考虑和优化:
1)必须依据所用黏结剂的失重曲线,也就是其 物理及化学反应规律;2)依据所焙烧的生坯的压制方式、种类和规格; 3)依据所选用焙烧炉的结构特点; 4)依据所使用填充料的种类和特性; 5)依据所使用的燃料及其特性; 6)依据所使用燃烧器的性能及温度场的控制系统; 7)依据焙烧炉系统的负压分布及氧含量浓度的 控制效果。
综上所述, 从以上诸方面采取相应的改进措施,优化温度场,以实现温度场的适宜性,并以优化后的温度场进行严格控制,可使焙烧系统良好地运行,得到预期的合格焙烧产品,并合理利用产能,实现吨产品能耗在合理可控的理想范围。
5 结束语
对既定的焙烧系统, 依据优化焙烧温度场原 则,并结合分析结果,采取相应的改进措施,制订合理的焙烧温度曲线, 严格遵循工艺制度进行操作, 就可以保证生产出预期合格的焙烧产品。 同时,通过合理利用产能,实现吨产品能耗在合理可控的理想范围,并对焙烧炉尾气实施先进科学的有效环保治理措施,就能实现合格排放的效果,以达到安全、环保、节能、高效、智慧、绿色生产的目标。



